
ますます成熟する鉛フリープロセスにより、リフローオーブンにはどのような新しい要件が課されるのでしょうか?
以下の観点から分析します。
l 左右の温度差を小さくする方法
鉛フリーはんだ付けプロセスウィンドウは小さいため、横方向の温度差の制御が非常に重要です。リフローはんだ付けの温度は通常、次の 4 つの要因によって影響されます。
(1) 熱風の伝達
現在主流の鉛フリーリフロー炉はすべて100%完全熱風加熱を採用しています。リフロー炉の開発においては、赤外線加熱方式も登場しています。ただし、赤外線加熱により、異なる色のデバイスの赤外線吸収と反射率が異なり、隣接する元のデバイスが遮られることによって影の効果が発生します。どちらの状況も温度差を引き起こします。鉛フリーはんだ付けはプロセス窓から飛び出す危険性があるため、リフロー炉の加熱方式では赤外線加熱技術が徐々に廃止されてきました。鉛フリーはんだでは伝熱効果を重視する必要があります。特に熱容量の大きい元の素子の場合、十分な熱伝達が得られないと、熱容量の小さい素子に比べて明らかに昇温速度が遅れ、左右方向の温度差が生じます。図 2 と図 3 の 2 つの熱風搬送モードを見てみましょう。
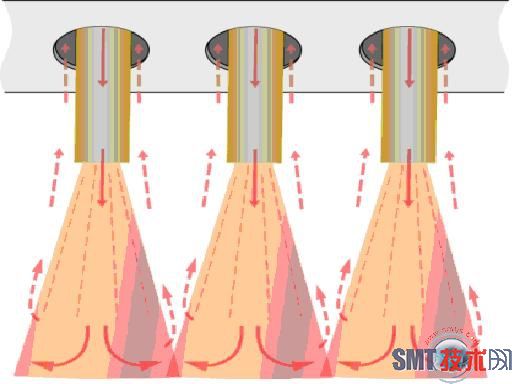
図2 熱風搬送方法1
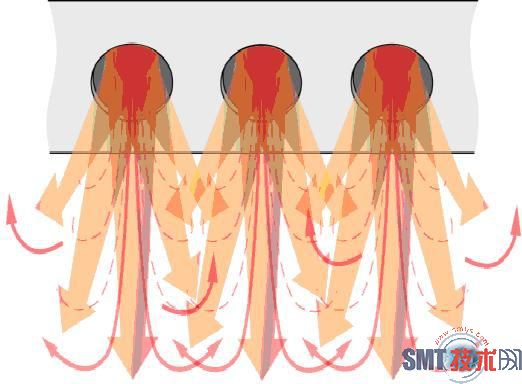
図2 熱風搬送方法1
図2の熱風は加熱板の穴から吹き出しており、熱風の流れが明確な方向を持たず、かなり乱雑なため、熱伝達効果が良くありません。
図 3 の設計には、熱風指向性多点ノズルが装備されているため、熱風の流れが集中し、明確な方向性を持ちます。このような熱風加熱の熱伝達効果は約15%増加し、熱伝達効果の増加は、大規模な熱容量デバイスと小さな熱容量デバイスの側面温度差を低減する上でより大きな役割を果たします。
図 3 の設計では、熱風の流れに方向性が明確であるため、基板の溶接における横風の干渉も軽減できます。横風を最小限に抑えることで、基板上の0201などの小型部品の飛散を防ぐだけでなく、異なる温度帯間の相互干渉も軽減できます。
(1) チェーン速度制御
チェーン速度の制御は、回路基板の側面温度差に影響を与えます。一般に、チェーン速度を下げると、熱容量が大きいデバイスの加熱時間が長くなり、横方向の温度差が減少します。しかし結局のところ、炉の温度曲線の設定ははんだペーストの要件に依存するため、チェーン速度を無制限に下げることは実際の生産では非現実的です。
(2) 風速・風量制御
このような実験を行ったところ、リフロー炉内の他の条件を変えずに、リフロー炉内のファンの回転数を30%だけ下げると、基板上の温度は約10度下がります。炉の温度制御には風速と風量の制御が重要であることが分かります。
投稿日時: 2020 年 8 月 11 日